Industry
Industry is a sector that covers a wide range of activities and offers a wealth of knowledge and experience that is very attractive. The thermoplastic parts used in this sector are therefore very diverse as there are so many fields of activity.
EMI knows how to meet these specific needs by establishing close co-development. Plastic parts in this field meet precise functionalisation criteria and require a sophisticated project approach, based on ISO 9001 standards all the way through the delivery of the parts.
CUSTOMER CASE STUDY
Our customer is an independent family-owned company specialised in the development, design, production and distribution of diaphragm pumps and micro-pumps for gases and liquids, and laboratory equipment.
 Clik to enlarge the image
Clik to enlarge the image


01 CHALLENGE
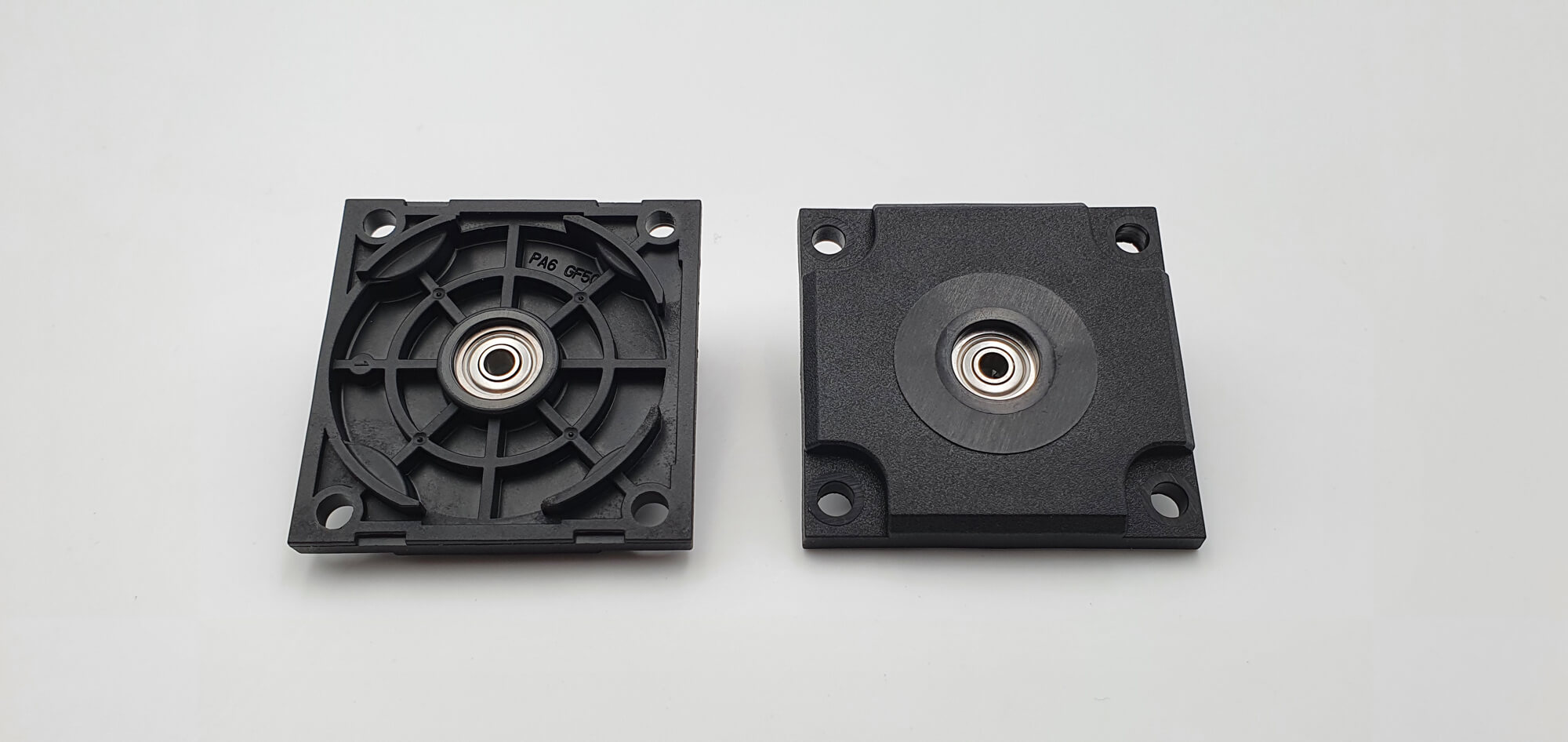
To develop its product, our customer needed a partner capable of overmoulding a bearing while respecting the characteristics of the product. The dimensions had to be perfect in order to ensure the proper use of the part and guarantee its life span.
The alignment between the bearing in the pump cover and the pump shaft was of major importance, as a shift could lead to an inaccurate flow rate. The injection moulding technology provided to our customer therefore had to take into account the specificities of the insert.
02 APPROACH & SOLUTION
Our design department first carried out a rheological study in order to identify the risks linked to the injection moulding process, which could compromise the quality of the bearing, and to guarantee the complete filling of the part. The flow front temperature, the melted mass and the pressure exerted on the bearing were therefore analysed.
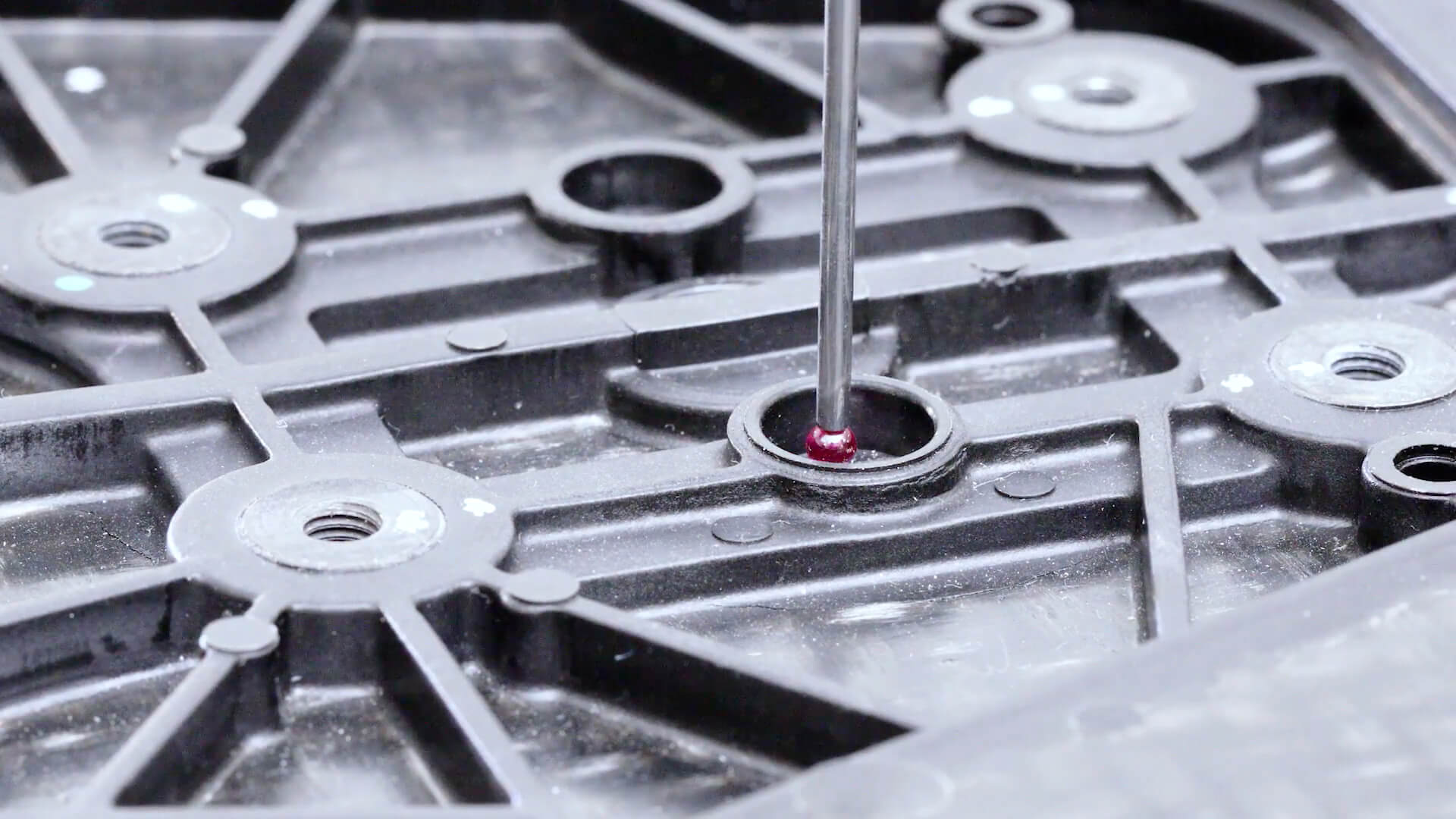
Thereafter, the double cavity tooling was designed by a moulding partner in order to optimise the injection moulding process. The injection moulding temperature and the pressure exerted by the material on the insert created a constraint that had to be mechanically balanced. During the dimensional development phase, a pre-deformed model was made in the tooling to ensure the dimensional requirements specified by the customer were met.
The correct positioning of the insert before overmoulding also had to be ensured. Our engineers therefore developed a process for automatically placing the bearing in the tooling. The surface finish of the insert was also taken into account to limit its impact and control the repeatability of the overmoulding process. Indeed, the adhesion between the bearing and the overmoulded material had to be guaranteed to ensure the function of the overmoulded assembly.
- Rheological study
- Optimised tooling and injection moulding technology
- Process for automatic distribution of inserts
- 50 t injection moulding machine
- 2 product versions